发表于 20-12-5 12:09:31
来自手机
|显示全部楼层
来自: 中国
没接触钛合金以前,以为一般角磨机就可以完成切割,是的,的确可以!因为钛合金材料的特殊性,密度滴,比强度高,不耐高温,切断后切口已严重氧化
 |
发表于 20-12-5 12:26:29
来自手机
|显示全部楼层
来自: 中国
|
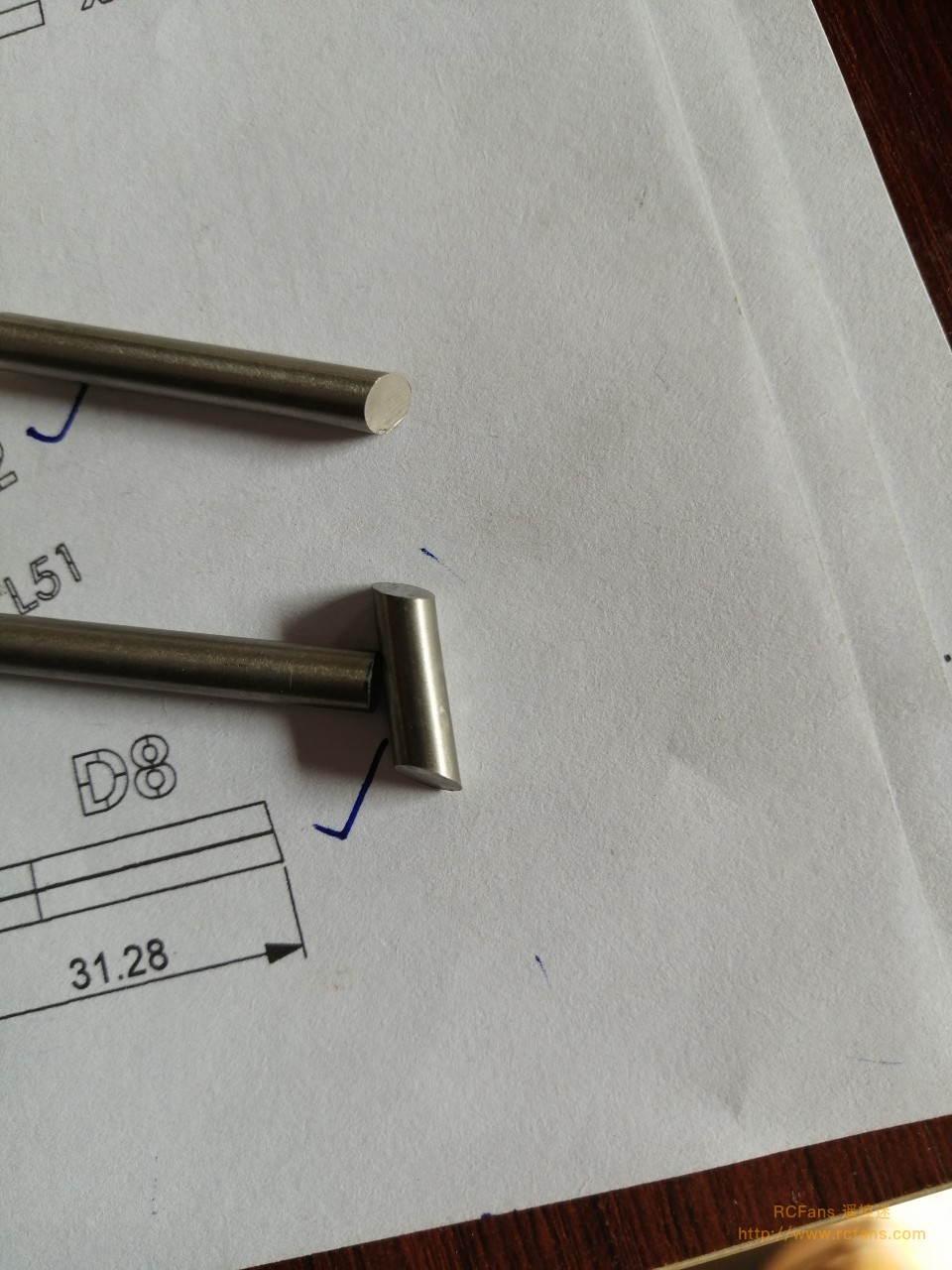
除了切割公差大,毛刺和氧化严重以外,还有一个问题角磨机很难切割已经折弯好的并且带有角度的材料,基本上只能切平口。 |
发表于 20-12-5 12:36:21
来自手机
|显示全部楼层
来自: 中国
卧铣下料或许是个不错的选择,公差小 切口不会氧化还整齐,主要是可以切割折弯好的材料,不过缺点是比较繁琐,调解角度尺寸,基本上也只能一根一根切
 |
发表于 20-12-5 13:05:10
来自手机
|显示全部楼层
来自: 中国
发表于 20-12-5 14:31:43
来自手机
|显示全部楼层
来自: 中国
钛合金未经处理的硬度一般 HR30度左右,但是一般锯片却难以切割,这时候就用到了钨钢锯片,优点是的确好用,缺点是价格昂贵。已报废两片
 |
发表于 20-12-5 20:14:36
来自手机
|显示全部楼层
来自: 中国山东青岛
发表于 20-12-5 20:30:08
来自手机
|显示全部楼层
来自: 中国山东青岛
为保证摆臂的焊接精度,模具和工件必须是紧密配合,钛合金的焊接性能其实比不锈钢好多了,焊接口白亮的反光。但是有个缺点,使用普通氩弧焊焊接温度过高氩气保护不到位或者氩气不纯会导致熔池脆化

 |
发表于 20-12-5 20:39:25
来自手机
|显示全部楼层
来自: 中国江苏
发表于 20-12-5 21:01:10
来自手机
|显示全部楼层
来自: 中国山东青岛
我最初也是这么想的,但让机器做出来就没有手工制作的意义了,cnc小批量价格高 |
发表于 20-12-5 21:05:38
来自手机
|显示全部楼层
来自: 中国山东青岛